





Amulite ઓટોમેટિક AAC બ્લોક પ્રોડક્શન લાઇન






ટૂંકું વર્ણન:
ઉત્પાદન વિગતો
ઉત્પાદન ટૅગ્સ

AAC બ્લોક શું છે?
AAC બ્લોકનો ખ્યાલ: AAC બ્લોક સિલિસિયસ મટિરિયલ્સ (રેતી, ફ્લાય એશ, સિલિકા-ધરાવતી સામગ્રી વગેરે), અને મુખ્ય કાચી સામગ્રી તરીકે કેલ્કરિયસ મટિરિયલ્સ (ચૂનો, સિમેન્ટ) પર આધારિત છે, જે એર-એન્ટ્રેઇનિંગ એજન્ટ્સ (એલ્યુમિનિયમ પાવડર) સાથે મિશ્રિત છે. ,પ્રક્રિયા પછી કાચા માલનું બેચિંગ, સ્લરી મિક્સિંગ, રેડવું, પ્રી-ક્યોરિંગ, કટીંગ, ઓટોક્લેવ, ક્યોરિંગ પ્રોસેસ અને પેકેજ એએસી બ્લોક્સ ફિનિશ્ડ પ્રોડક્ટ્સનું ઉત્પાદન કરે છે; તેને વાયુયુક્ત કોંક્રિટ કહેવામાં આવે છે કારણ કે તેમાં મોટી સંખ્યામાં યુનિફોર્મ અને એસ.એસ. તે વાયુયુક્ત છે.
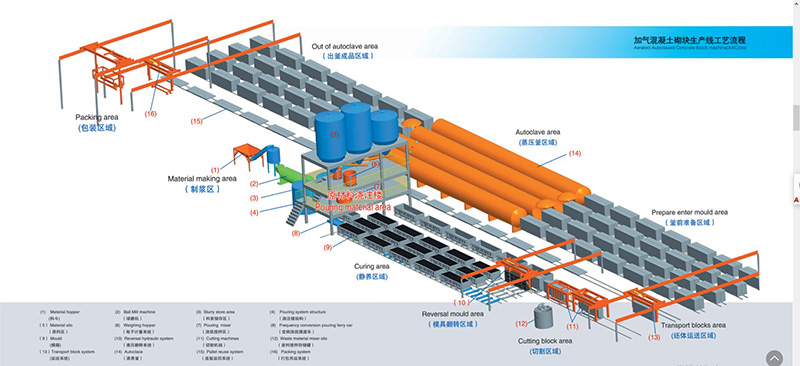
 AAC બ્લોક પ્રોડક્ટ્સ બનાવવાની પ્રક્રિયા શું છે?
AAC બ્લોક પ્રોડક્ટ્સ બનાવવાની પ્રક્રિયા શું છે?
1) :બધી કાચી સામગ્રીનું મીટરિંગ અને મિશ્ર સ્લરી;
2) : સ્લરી રેડવાની સિસ્ટમમાં દાખલ કરો, મિશ્રણ કર્યા પછી મોલ્ડ બોક્સમાં રેડવું;
3) : મોલ્ડ બોક્સની અંદર (પેનલ મજબૂતીકરણ), ચોક્કસ તાપમાન અને પ્રી-ક્યોરિંગ સમય પછી;
4) : વેટ પેનલ ચોક્કસ કઠિનતા પર પહોંચ્યા પછી, મોલ્ડ બોક્સ અને પેનલ્સને ટર્નઓવર ક્રેન દ્વારા કટીંગ મશીન પર લહેરાવવામાં આવશે, અને ટર્નઓવર ક્રેન નીચેના કાર્યને પૂર્ણ કરે છે:
5) : A : મોલ્ડ બોક્સને 90 ડિગ્રી હવામાં ફેરવવાનું છે, (મોલ્ડ બોક્સની એક બાજુ ઓટોક્લેવ પ્રક્રિયા સમાપ્ત થાય ત્યાં સુધી વેટ પેનલ બોડી માટે સપોર્ટ ટ્રોલી પ્લેટ બની જાય છે),
6) :B :મોલ્ડને સંપૂર્ણ રીતે ખોલવા માટે ટ્રોલી અથવા કટીંગ સપોર્ટ ફ્રેમ પર ફરકાવવાનું છે;C: ટેક ઓફ મોલ્ડ ફ્રેમ અને રીટર્ન ઓટોક્લેવ સાઇડ પ્લેટને ફરીથી સફાઈ કર્યા પછી મોલ્ડ બોક્સ બનાવવા માટે ફરીથી જોડવામાં આવે છે, તેલ છાંટો અને ફરીથી રેડવું;
7) :અને વેટ પેનલ બોડીને કટિંગ મશીન પર છ સ્ટેપમાં કાપવામાં આવે છે: 1:પહેલા પેનલ બોડીની બંને બાજુઓ ઊભી રીતે કાપે છે;2:પછી રેખાંશ અને આડી રીતે કાપે છે;
8) : છેલ્લે આડું આડું કાપે છે અથવા છરી કટીંગ કરે છે;
9) : કટ પેનલ બોડીને અર્ધ-તૈયાર ઉત્પાદન ક્રેનથી નીચેની પ્લેટ સાથે ઓટોક્લેવ ટ્રોલી સુધી લહેરાવવામાં આવે છે;
10) : પછી ઉચ્ચ તાપમાન અને ઉચ્ચ દબાણની સારવાર માટે ઓટોક્લેવમાં જૂથબદ્ધ;
11) : સારી રીતે ઑટોક્લેવ ક્યોરિંગ પછી, ટ્રોલી બહાર કાઢવામાં આવશે અને ઑટોક્લેવને છોડી દેવામાં આવશે;
12) : ફિનિશ્ડ પ્રોડક્ટ હોસ્ટિંગ ક્રેન દ્વારા ટ્રક પર સ્ટૅક કરવામાં આવે છે અથવા લોડ કરવામાં આવે છે, સારી રીતે પેક કરવામાં આવે છે;
13): ઓટોક્લેવ ક્યોરિંગ સાઇડ પ્લેટ પરત કરવામાં આવે છે;
મુખ્ય કાચો માલ પરિચય વિશે
AAC બ્લોકનું ઉત્પાદન કાચા માલમાં સમૃદ્ધ છે, ખાસ કરીને ફ્લાય એશનો કાચો માલ તરીકે ઉપયોગ જે માત્ર ઔદ્યોગિક કચરાના અવશેષોનો વ્યાપક ઉપયોગ કરી શકતો નથી, પર્યાવરણીય પ્રદૂષણની સારવાર કરી શકે છે, અને ખેતીની જમીનને નુકસાન પહોંચાડી શકતું નથી, પરંતુ સારા સામાજિક અને આર્થિક લાભો પણ બનાવી શકે છે. પરંપરાગત સોલિડ ક્લે ઇંટો માટે એક સારો વિકલ્પ છે. સારી આશાસ્પદ દિવાલ પ્રોડક્ટ્સનું સરકાર, એસ્ટેટ કંપની, બાંધકામ ટીમ દ્વારા ખૂબ જ સ્વાગત કરવામાં આવ્યું છે, અને સરકારે ટેક્સ નીતિ, પર્યાવરણ સુરક્ષા નીતિને સમર્થન આપ્યું છે, અમે વ્યાપક બજાર વિકાસની સંભાવનાઓ જોઈ શકીએ છીએ;
1. ફ્લાય એશ/ક્વાર્ટઝ રેતી
ફ્લાય એશ/ક્વાર્ટઝ સેન્ડ એ એએસી બ્લોક પ્રોડક્ટની મુખ્ય કાચી સામગ્રી છે, અને એરેટેડ કોંક્રિટના સિલિકોન અને એલ્યુમિનિયમ ઘટકોનો મુખ્ય સ્ત્રોત છે;
2. સિમેન્ટ
સિમેન્ટ એ એએસી બ્લોકની મજબૂતાઈનો મુખ્ય સ્ત્રોત છે, તે એએસી બ્લોક માટે મુખ્ય કેલેરીયસ સામગ્રી પ્રદાન કરે છે, એએસી બ્લોકના ઉત્પાદન માટે યોગ્ય સિમેન્ટ મુખ્યત્વે સિમેન્ટના પ્રકાર અને ગ્રેડની દ્રષ્ટિએ પસંદ થયેલ હોવું જોઈએ; ઉત્પાદનમાં, 52.5 ગ્રેડ સામાન્ય પોર્ટલેન્ડ સિમેન્ટ પ્રથમ પસંદ કરવું જોઈએ .સામાન્ય રીતે, ઉત્પાદન ખર્ચ ઘટાડવા માટે, 42.5 ગ્રેડની સામાન્ય પોર્ટલેન્ડ સિમેન્ટનો પણ ઉપયોગ કરી શકાય છે;
3. ચૂનો
AAC બ્લોકના ઉત્પાદન માટે ચૂનો પણ મુખ્ય કાચો માલ છે. તેનું મુખ્ય કાર્ય અસરકારક કેલ્શિયમ ઓક્સાઈડ પ્રદાન કરવા માટે સિમેન્ટ સાથે સહકાર આપવાનું છે, જેથી તે સિલિકોન હાઈડ્રેટ કેલ્શિયમ ઉત્પન્ન કરવા માટે હાઈડ્રોથર્મલ સ્થિતિમાં સિલિસિયસ મટિરિયલ્સમાં SIO2 અને Al203 સાથે ક્રિયાપ્રતિક્રિયા કરી શકે. એસિડ.તેથી, ચૂનો એએસી બ્લોકના મુખ્ય શક્તિ સ્ત્રોતોમાંનો એક છે. એએસી બ્લોક બનાવવા માટે ઉપયોગમાં લેવાતા ચૂનાની અસરકારક કેલ્શિયમ ઓક્સાઇડ સામગ્રી 65% કરતા વધારે હોવી જોઈએ, પ્રાધાન્યમાં 80% કરતા વધારે.
4. જીપ્સમ
જીપ્સમ એએસી બ્લોક ઉત્પાદનમાં હવા ઉત્ક્રાંતિ પ્રક્રિયાનું નિયમનકાર છે. જીપ્સમની નિયમનકારી અસર મુખ્યત્વે ક્વિકલાઈમ પાચનમાં વિલંબ અને સ્લરી જાડી થવાની ગતિમાં પ્રતિબિંબિત થાય છે. જીપ્સમનું મુખ્ય રાસાયણિક ઘટક CASO4 છે; ત્રણ પ્રકારના જીપ્સમ છે. બજાર;કાચા જીપ્સમ,એનહાઇડ્રેટ અને પ્લાસ્ટર ઓફ પેરીસ. વધુમાં, કચરો જીપ્સમ પણ રાસાયણિક ઉત્પાદન પ્રક્રિયામાં ઉત્પન્ન થાય છે. જેમ કે ફોસ્ફેટ ખાતરોના ઉત્પાદનમાંથી ફોસ્ફોજીપ્સમ, ફ્લોરિન રસાયણોના ઉત્પાદનમાંથી ફ્લોરોજીપ્સમ, અને જીપ્સમનું ઉત્પાદન ડાયોક્સાઇડ. આ જીપ્સમ ઓછા ખર્ચે છે અને કુદરતી જીપ્સમને બદલી શકે છે અને ઉત્પાદન ખર્ચ ઘટાડી શકે છે;
5. એર જનરેટિંગ એજન્ટ
એએસી બ્લોકમાં લાઇટવેઇટ છિદ્રાળુ માળખું બનાવવા માટે બ્લોકમાં છિદ્રો બનાવવા માટે એર-જનરેટિંગ એજન્ટ હોવું આવશ્યક છે;
6. ફોમ સ્ટેબિલાઇઝર
એર જનરેટીંગ એજન્ટ વાયુઓ પછી, પાતળા સ્વરૂપની દિવાલને કારણે, વિવિધ પરિસ્થિતિઓના હસ્તક્ષેપ હેઠળ ફીણને તોડવું અને નાશ કરવું સરળ છે, જે કોંક્રિટની ગુણવત્તાને અસર કરે છે. તેથી, તેમાં ફોમ સ્ટેબિલાઇઝર ઉમેરવું જરૂરી છે. સ્લરી.
ઉત્પાદન પ્રક્રિયા
1) : AAC બ્લોક માટે કાચા માલનો સંગ્રહ અને પુરવઠો
કાચા માલને કારખાનામાં ઓટોમોબાઈલ્સ દ્વારા પરિવહન કરવામાં આવે છે, અને ફ્લાય(રેતી, સ્ટોન પાવડર) કાચા માલના યાર્ડમાં કેન્દ્રિત કરવામાં આવે છે, અને જ્યારે તેનો ઉપયોગ થાય છે, ત્યારે તેને હોપરમાં પહોંચાડવામાં આવે છે. સિમેન્ટના વેરહાઉસમાં બેગ્ડ સિમેન્ટ અથવા બલ્ક સિમેન્ટ સંગ્રહિત થાય છે. જ્યારે ઉપયોગમાં, તે લોડ કરવામાં આવે છે અને હોપરમાં પરિવહન થાય છે. રસાયણો, એલ્યુમિનિયમ પાવડર વગેરેને રાસાયણિક સ્ટોરેજ અને એલ્યુમિનિયમ પાવડર સ્ટોરેજમાં અનુક્રમે મૂકવામાં આવે છે, અને જ્યારે ઉપયોગ થાય ત્યારે ઉત્પાદન વર્કશોપમાં પહોંચાડવામાં આવે છે.
2) ![]() AAC બ્લોક્સ માટે કાચી સામગ્રીની રોસિંગ
AAC બ્લોક્સ માટે કાચી સામગ્રીની રોસિંગ
ફ્લાય એશ (અથવા રેતી, પથ્થરનો પાવડર) ઇલેક્ટ્રોમેગ્નેટિક વાઇબ્રેટિંગ ફીડર અને બેલ્ટ કન્વેયર દ્વારા બોલ મિલમાં મોકલવામાં આવે છે, અને ગ્રાઉન્ડ ફ્લાય એશ (અથવા રેતી, પથ્થરનો પાવડર) ફ્લાય એશ પંપ દ્વારા સ્ટોરેજ માટે સ્લરી ટાંકીમાં મોકલવામાં આવે છે.
ચૂનો ઇલેક્ટ્રોમેગ્નેટિક વાઇબ્રેટિંગ ફીડર અને બેલ્ટ કન્વેયર દ્વારા જડબાના કોલુંને ક્રશ કરવા માટે મોકલવામાં આવે છે. ચૂનો ચૂનો બકેટ એલિવેટર દ્વારા ચૂનાના સ્ટોરેજ ટાંકીમાં પહોંચાડવામાં આવે છે, અને પછી સ્ક્રુ કન્વેયર દ્વારા બોલ મિલમાં મોકલવામાં આવે છે. સ્ક્રુ કન્વેયર અને બકેટ એલિવેટરને પાવડર બેચિંગ ટાંકીમાં ખવડાવવામાં આવે છે. રસાયણોને ચોક્કસ પ્રમાણમાં મેન્યુઅલી માપવામાં આવે તે પછી, ચોક્કસ સાંદ્રતાનું સોલ્યુશન બનાવવામાં આવે છે અને સ્ટોરેજ માટે સ્ટોરેજ ટાંકીમાં મોકલવામાં આવે છે.
એલ્યુમિનિયમ પાવડરને એલ્યુમિનિયમ પાવડર વેરહાઉસથી પ્રોડક્શન વર્કશોપ સુધી પહોંચાડવામાં આવે છે, અને તેને ઇલેક્ટ્રિક હોઇસ્ટ સાથે બેચિંગ બિલ્ડિંગના બીજા માળે ઉપાડવામાં આવે છે. પાણીની માત્રા ઉમેરવા માટે મિક્સરમાં રેડો, અને તેને એલ્યુમિનિયમ પાવડર સસ્પેન્શનમાં હલાવો.
3) : સ્લરી મિક્સિંગ, અને એએસી બ્લોક્સનું રેડવું;
ચૂનો અને સિમેન્ટ ક્રમશઃ સંચિત માપ માટે પાવડર બેચિંગ ટાંકી હેઠળ સ્ક્રુ કન્વેયર દ્વારા સ્વચાલિત વજનના સ્કેલ પર મોકલવામાં આવે છે. રેડતા મિક્સરમાં સમાનરૂપે સામગ્રી ઉમેરવા માટે સ્કેલ હેઠળ એક સ્ક્રુ કન્વેયર છે.
ફ્લાય એશ (અથવા રેતી, સ્ટોન પાવડર) અને કચરો સ્લરી માપન માટે માપન સિલિન્ડરમાં મૂકવામાં આવે છે. વિવિધ સામગ્રીઓ માપવામાં આવે તે પછી, ઘાટ સ્થાને છે, અને સ્લરી હલાવી શકાય છે. સ્લરી પ્રક્રિયાની આવશ્યકતાઓને પૂર્ણ કરે છે (લગભગ 4 ℃) રેડતા પહેલા. જો તાપમાન પૂરતું ન હોય, તો સ્લરી મીટરિંગ ટાંકીમાં ઓટોક્લેવ હીટિંગ કરી શકાય છે, અને સામગ્રી રેડવામાં આવે તે પહેલાં 0.5-1 મિનિટ પહેલાં એલ્યુમિનિયમ પાવડર સસ્પેન્શન ઉમેરી શકાય છે;
4) :AAC બ્લોક પ્રી-ક્યોરિંગ અને કટીંગ
રેડ્યા પછી, મોલ્ડ બોક્સને ગેસિફિકેશન અને પ્રારંભિક સેટિંગ માટે કન્વેયર ચેઇન દ્વારા પ્રારંભિક ક્યોરિંગ રૂમમાં ધકેલવામાં આવે છે. રૂમનું તાપમાન 50~70℃ છે, અને પ્રારંભિક ક્યોરિંગ સમય 1.5-2 કલાક છે (સાનુકૂળ ભૌગોલિક પરિસ્થિતિઓ અનુસાર, આ પ્રક્રિયા દૂર કરી શકાય છે. મોલ્ડ ફ્રેમ અને વેટ બ્લોક બોડીને કટીંગ ટેબલ પર જ્યાં ઓટોક્લેવ ટ્રોલીની નીચેની પ્લેટ અગાઉથી મુકવામાં આવે છે તે માટે નેગેટિવ પ્રેશર હોઇસ્ટનો ઉપયોગ કરો. મોલ્ડ ફ્રેમને બહાર કાઢો. કટીંગ મશીન ક્રોસ-કટ. ,લોન્ગીટ્યુડીનલી કટ, અને મિલ્સ ધ વેટ બ્લોક.મોલ્ડ ફ્રેમને સાફ અને ડીગ્રેઝિંગ માટે મોલ્ડ ટ્રક પર પાછું ફરકાવવામાં આવે છે, અને પછી આગળના કાસ્ટિંગ માટે મોલ્ડ ટ્રકમાં ઉપાડવામાં આવે છે. કટ બ્લોક બોડી અને ઓટોક્લેવની નીચેની પ્લેટ ક્રેન વડે ઓટોક્લેવ ટ્રોલી પર ફરકાવવામાં આવે છે અને તેના પર મૂકવામાં આવે છે. બે માળ. ફ્લોરની વચ્ચે ચાર સપોર્ટ છે, અને ઘણી ઓટોક્લેવ ટ્રોલી એકસાથે જૂથબદ્ધ છે.
કટીંગ દરમિયાન ઉત્પાદિત વેટ બ્લોક બોડીની કિનારીઓ અને ખૂણાઓ પરની કચરો સામગ્રી સ્ક્રુ કન્વેયર દ્વારા કટિંગ મશીનની બાજુમાં વેસ્ટ સ્લરી એજિટેટરને મોકલવામાં આવે છે, અને બેચિંગમાં ઉપયોગ માટે વેસ્ટ સ્લરી બનાવવા માટે પાણી ઉમેરવામાં આવે છે.
5): ઓટોક્લેવ્ડ AAC બ્લોક અને તૈયાર ઉત્પાદન.
ઑટોક્લેવની સામે પાર્કિંગ લાઇન પર બૉડી એસેમ્બલ થયા પછી, ઑટોક્લેવની બહાર જતો ઑટોક્લેવનો દરવાજો ખોલો, ઑટોક્લેવમાં સમાપ્ત ઑટોક્લેવ ટ્રોલીને હોસ્ટ વડે બહાર ખેંચો અને પછી ઑટોક્લેવ ટ્રોલીને ઑટોક્લેવમાં ખેંચો. ઑટોક્લેવમાં હોસ્ટ સાથે ઑટોક્લેવ જાળવવામાં આવે છે. ઑટોક્લેવ ટ્રોલી પર તૈયાર ઉત્પાદનોને બ્રિજ ક્રેન દ્વારા ફિનિશ્ડ પ્રોડક્ટ વેરહાઉસમાં લહેરાવવામાં આવે છે, અને પછી ફોર્કલિફ્ટ ટ્રક દ્વારા ફિનિશ્ડ પ્રોડક્ટ્સ યાર્ડમાં લઈ જવામાં આવે છે. ખાલી ઑટોક્લેવ ટ્રોલી અને નીચે ચાલતી ઓટોક્લેવની પ્લેટ કેરેજ રીટર્ન લાઇન પર પાછું ફરકાવવામાં આવે છે, અને સ્ટેકરને સાફ કર્યા પછી હોસ્ટ દ્વારા પાછળ ખેંચવામાં આવે છે. આગલી સાયકલ પર જાઓ.
ઉત્પાદન સાધનો શો
1): સામગ્રી ગ્રાઇન્ડીંગ અને સ્લરી વિભાગ બનાવે છે
| સ્લરી ઘનતા નિયંત્રણની પરંપરાગત પ્રક્રિયા કડક નથી .પ્રોટોપ્લાઝમની ઘનતા ઘણીવાર કૃત્રિમ માપન દ્વારા થાય છે .ભૂલ મોટી હોય છે .પરિભ્રમણ કરતા પ્લાઝ્મા બેઝિકની ઘનતાનો ઉપયોગ અનુભવના આધારે નિયંત્રિત કરવા માટે થાય છે .તેથી ઉચ્ચ ગુણવત્તાવાળા ઉત્પાદનમાં નીચા વોલ્યુમનું ઉત્પાદન થાય છે. .ક્વોલિફાઇડ રેટ અને પ્રોડક્ટની ગુણવત્તા આદર્શ નથી .નવીનતમ પાઇપલાઇન માપન પદ્ધતિનો ઉપયોગ કરીને અમુલાઇટની ઘનતા નીચેના ફાયદાઓ ધરાવે છે.1. સ્લરી ટાંકી અને ડેન્સિમીટર વચ્ચે પરિભ્રમણ કરવામાં આવે છે, સ્લરી ડેન્સિટી ડેટા વાસ્તવિક ચૂનામાં ઘનતા પાઇપલાઇન દ્વારા માપવામાં આવે છે અને કેન્દ્રીય કંટ્રોલ રૂમને પ્રતિસાદ આપવામાં આવે છે .બોલ મિલના પલ્પિંગ અને ફિલિંગના પાણીના ગુણોત્તરને સમાયોજિત કરવા માટે સ્લરી ટાંકીનું .રીઅલ-ટાઇમ ઘનતાના સતત સુધારણાનો હેતુ પ્રાપ્ત થાય છે:2. ઘનતા પાઇપ તમામ સ્લરીની સાંદ્રતાને માપશે . ભૂલ વિના ચોકસાઈને માપો .અને પછી પછીના માપની ચોકસાઈને સુનિશ્ચિત કરવા માટે શિફ્ટ પછી સમગ્ર પાઇપને ફ્લશ કરો. |  | |||
 | ||||
| ફ્લાય એશ સ્લરી બનાવવાનું મશીન | સ્લરી સ્ટોરેજ મિક્સર | સામગ્રી સ્કેલ | રેડવાની સિસ્ટમ | |
| 2): ટર્નઓવર અને કટીંગ વિભાગ | ||||
 અમુલાઇટ કટીંગ મશીનની મુખ્ય વિશેષતાઓ1) : સરળ-સંરચિત, સ્થાપિત કરવા અને જાળવવા માટે અનુકૂળ;2) : જમીન પર સ્થિર, પ્લેનેટ-ગિયર રીડ્યુસર દ્વારા સંચાલિત, વર્ટિકલ કટિંગ કરતી વખતે, કટીંગ મશીન તરંગી અને સ્વિંગિંગ કટીંગ કરે છે જે કટીંગ કાર્યક્ષમતા વધારે છે. કટીંગનું કદ બદલવા માટે તેને વધુ અનુકૂળ બનાવે છે. અમુલાઇટ કટીંગ મશીનની મુખ્ય વિશેષતાઓ1) : સરળ-સંરચિત, સ્થાપિત કરવા અને જાળવવા માટે અનુકૂળ;2) : જમીન પર સ્થિર, પ્લેનેટ-ગિયર રીડ્યુસર દ્વારા સંચાલિત, વર્ટિકલ કટિંગ કરતી વખતે, કટીંગ મશીન તરંગી અને સ્વિંગિંગ કટીંગ કરે છે જે કટીંગ કાર્યક્ષમતા વધારે છે. કટીંગનું કદ બદલવા માટે તેને વધુ અનુકૂળ બનાવે છે. 3) : જર્મન ટેક્નોલોજીને શોષી લેતી, ઉમેરાયેલ વેક્યુમ એસ્પિરેટર, આ કટીંગ મશીન ફિનિશ્ડ બ્લોકના કોઈપણ ભાગને નષ્ટ કર્યા વિના ઉપરની વેસ્ટ મટીરીયલ્સમાંથી સરળતાથી છુટકારો મેળવી શકે છે અને પ્રોડક્ટના પાસ રેટની ખાતરી આપે છે; 4) : આખા બ્લોકના 6-સાઇડ કટિંગ સાથે, પ્રોડક્ટ પાસ રેટમાં વધારો થાય છે કારણ કે તૈયાર ઉત્પાદનોની ગુણવત્તાને મોલ્ડના ફેરફારથી વધુ અસર થશે નહીં. 5) : ફિનિશ્ડ બ્લોક્સની સપાટીની ઊંચી ખરબચડી બિલ્ડીંગ કામગીરી અને બાંધકામ માટે અનુકૂળ છે. 6) : પોઝીશનીંગ ન્યુમેરિકલ કંટ્રોલ ટેક્નોલોજી અપનાવવાથી, આ મશીન ટર્નિંગ, મૂવિંગ, કટીંગ અને ટ્રાન્સપોર્ટીંગની પ્રક્રિયામાં ધ્રુજારી ઘટાડે છે. વધુમાં, તેને ગ્રાહકની વિનંતી પર PLC કંટ્રોલ સિસ્ટમમાં અપગ્રેડ કરી શકાય છે જેથી પ્રોડક્ટ પાસ રેટમાં વધારો થાય. | ||||
 | ||||
| હાઇડ્રોલિક ફ્રીક્વન્સી કન્વર્ટ ટર્નઓવર ક્રેન | આડું કટીંગ મશીન | |||
| 1) :હાઈડ્રોલિક ફ્રીક્વન્સી કન્વર્ટ ટર્નઓવર ક્રેન 90 ડિગ્રી ટર્નઓવરમાં બ્લોક સાથે મોલ્ડ બોક્સને ફેરવે છે, તેને ફ્રીક્વન્સી કન્વર્ટ બ્લોક ડ્રેગિંગ ટ્રોલી પર મૂકો અને ડેમોલ્ડ વર્ક્સની પ્રક્રિયા કરો;2) : ફ્રીક્વન્સી કન્વર્ટ બ્લોક ડ્રેગિંગ ટ્રોલી કાપવા માટે કટીંગ મશીનમાં બ્લોકને ખેંચે છે. ટર્નઓવર ક્રેન મોલ્ડ બોક્સ અને પેલેટ્સને ફરીથી ઉપયોગમાં લેવા માટે તૈયાર કરવા માટે ફરીથી ગોઠવે છે, સાફ કરે છે અને પોલિશ કરે છે. | ટર્નઓવર ક્રેન મોલ્ડને 90 ડિગ્રી ફેરવે છે, ડિમોલ્ડ કરે છે અને આખા બ્લોક અને નીચેની પ્લેટને બ્લોક ડ્રેગિંગ ટ્રોલી પર મૂકે છે. બ્લોક ડ્રેગિંગ ટ્રોલી આખા બ્લોકને કટીંગ મશીનમાં લઈ જશે, અને આડું કટીંગ સમાપ્ત કરશે, આખા બ્લોકને બે બાજુઓથી છાલવા, અને સેકન્ડ કરશે. વેડફાઇ જતી સામગ્રી. | |||
   | ||||
| 3): નીચેની કચરો દૂર કરવા માટે ટર્નઓવર ક્રેન | ||||||||||
 | અમારા ગ્રાહકોને બોટમ મટિરિયલ્સ વેસ્ટ પ્રોબ્લેમને સંપૂર્ણપણે ઉકેલવામાં મદદ કરવા માટે આ ડિવાઈસ અમુલાઈટ ગ્રુપ દ્વારા સ્વ-વિકસિત છે.આ ઉપકરણમાં ટર્નઓવર પ્લેટફોર્મ અને ક્રેનનો સમાવેશ થાય છે, તે ઉપર અને નીચેનો કચરો દૂર કરી શકે છે. આ ક્રેન અર્ધ-ઉત્પાદન પરિવહન ક્રેન તરીકે પણ હોઈ શકે છે. | |||||||||
| ઑટોક્લેવ પહેલાં ટ્રાન્સપોર્ટ ક્રેન | બેઝ પ્લેટ | ઓટોક્લેવ ટ્રોલી | ||||||||
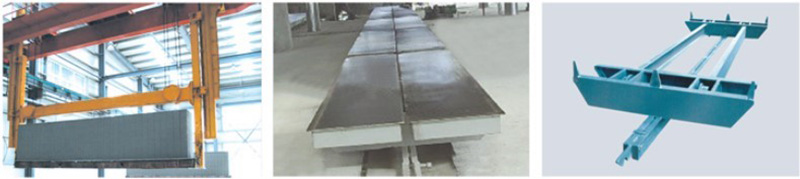 | ||||||||||
| કાપ્યા પછી, ટ્રાન્સપોર્ટ ક્રેન ઑટોક્લેવમાં પ્રવેશવા માટે ઑટોક્લેવ ટ્રોલીમાં બ્લોક લઈ જાય છે. આ ઉપકરણમાં સરળ માળખું, સ્થિર કામગીરી, સારી ગુણવત્તા અને જાળવણી સરળ છે. | અમુલાઇટ ગ્રૂપ દ્વારા ડિઝાઇન કરાયેલ બેઝ પ્લેટ બાજુની પ્લેટ પણ હોઈ શકે છે, જ્યાં સુધી ઓટોક્લેવમાંથી બહાર ન આવે ત્યાં સુધી તેને બદલવાની જરૂર નથી. તે મેંગેનીઝ સ્ટીલ દ્વારા બનાવવામાં આવે છે અને ઉચ્ચ તાપમાન અને દબાણ હેઠળ ક્યારેય વિકૃતિ થતી નથી. | તે સારી ગુણવત્તાની પ્રોફાઇલ સ્ટીલથી બનેલું છે અને તેનું સરળ માળખું છે .ઓટોક્લેવમાં ઉચ્ચ તાપમાન અને ઉચ્ચ દબાણવાળા ઓટોકેલ્વ ક્યોરિંગ એન્વાયર્નમેન્ટમાં અટકી જશે અને વિકૃતિ થશે નહીં. ક્રેન ઓટોક્લેવ ક્યોરિંગ ટ્રોલી પર વેટ બ્લોક મૂકે છે અને ઓટોક્લેવમાં ઓટોક્લેવ બનાવવા માટે ફિનિશ્ડ બ્લોક્સ દૂર ન થાય ત્યાં સુધી સાચવેલ; | ||||||||
| 4): ફિનિશ્ડ પ્રોડક્ટ હેન્ડલિંગ ઇક્વિપમેન્ટ | ||||||||||
 | સામાન્ય રીતે ઓટોક્લેવ્ડ બ્લોક્સ અને પ્લેટ્સમાં ક્યારેક સંલગ્નતા હોય છે. સેપરેટીંગ મશીન એ બ્લોક્સને કોઈપણ નુકસાન વિના સંલગ્નતાના બ્લોક્સને અલગથી પૂર્ણ કરવા માટે છે, જે પરંપરાગત વિભાજન મશીન અને ફિનિશ્ડ પ્રોડક્ટ કેરિયરના કાર્યને એકીકૃત કરે છે. દરેક વિભાજિત હાથને સ્વતંત્ર રીતે નિયંત્રિત કરવામાં આવે છે. એક જ ઘાટ પર બ્લોક્સ અને પેનલ્સને અલગ કરવાની સમસ્યાનું નિરાકરણ; સાધન કાર્યક્ષમ અને નમ્ર પ્રક્રિયાની અનુભૂતિ કરે છે, એકંદર કિંમત ઘટાડે છે અને તે જ સમયે ગુણવત્તા દર સુનિશ્ચિત કરે છે. | |||||||||
| વહન અને પેકેજ લાઇન | ||||||||||
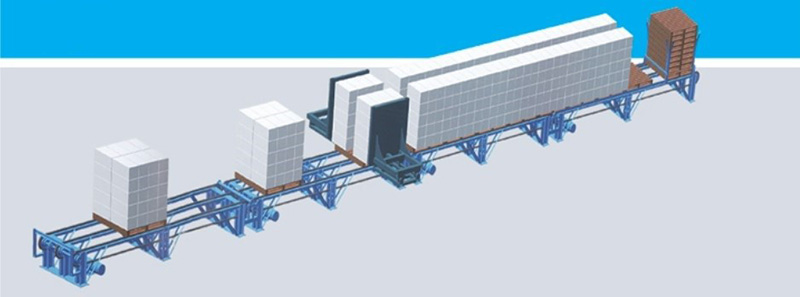 | ||||||||||
| આ સિસ્ટમ લાઇનમાં લાકડાના પેલેટ્સ માટે કન્વેઇંગ અને પેકિંગ લાઇનનો સમાવેશ થાય છે જે મુખ્યત્વે ફિનિશ્ડ AAC બ્લોક્સ માટે ડિઝાઇન કરવામાં આવે છે. આખા મોલ્ડ પ્રોડક્ટ્સને એક સમયે લાકડાના પેલેટ પર ખસેડવામાં આવશે. આ લાઇન. આ મશીનમાં કોમ્પ્યુટરના નિયંત્રણ દ્વારા સ્વચાલિત વિતરણ, વહન દરમિયાન ચોક્કસ સ્થિતિ અને લોડ કરેલા લાકડાના પેલેટને આપોઆપ અલગ કરવા જેવી લાક્ષણિકતાઓ છે જે કિસ્સામાં તે પેકિંગ અને શિપમેન્ટ માટે અનુકૂળ છે. | ||||||||||
| 5): વધુ મશીનો બતાવો | ||||||||||
 ફિનિશ્ડ પ્રોડક્ટ્સ ક્લેમ્પ ફિનિશ્ડ પ્રોડક્ટ્સ ક્લેમ્પ |  રોટરી ક્લેમ્પ રોટરી ક્લેમ્પ | |||||||||
 | ||||||||||
| પેનલ્સ માટે ખાસ ક્રેન | પ્લગ મશીન | સ્લોટ મશીન ખોલો | ||||||||
 | ||||||||||
| બોલ મિલ | જડબાના કોલું | ઓટોક્લેવ | બોઈલર | |||||||
 | ||||||||||